 ENG
ENG 
1. Tehtävä ja sovellus PVC ruiskuvalukone
Muovinjalostusteollisuuden ydinlaitteistona PVC-ruiskuvalukoneella on tärkeä rooli nykypäivän teollisessa valmistuskentässä. Polyvinyylikloridia (PVC), joka on monipuolinen, kustannustehokas ja kestävä termoplastinen materiaali, käytetään laajasti monilla aloilla, kuten rakentamisessa, lääketieteessä, autoissa ja kulutustavaroissa ruiskuvaluprosessin kautta.

PVC-ruiskuvalukone on erityinen ruiskuvalulaite, jota käytetään erityisesti polyvinyylikloridimateriaalien käsittelyyn ja jolla on korvaamaton asema muovinjalostusteollisuudessa. Teollisuuden tilastotietojen mukaan noin 23% maailman muoviruiskuvalutuotannosta sisältää PVC-materiaaleja, erityisesti rakennusputkien, lääketieteellisten laitteiden sekä johtojen ja kaapeleiden alalla, PVC-ruiskuvalukoneiden käyttösuhde on jopa yli 60%. Tämän laajan käyttökohteen takana ovat PVC-materiaalien ainutlaatuiset suorituskykyedut ja tehokas ruiskuvaluprosessin yhdistelmä.
PVC-ruiskuvalukoneen päätehtävänä on muuttaa raaka-aineet muovituotteiksi, joilla on tarkka koko ja toiminnalliset ominaisuudet kolmen avainvaiheen kautta: lämmityspehmitys, korkeapaineruiskutus ja muottipuristus. Verrattuna yleisiin ruiskuvalukoneisiin, PVC-ruiskuvalukoneet on optimoitu PVC-materiaalien ominaisuuksien mukaan, ja ne voivat tehokkaasti voittaa PVC-käsittelyn tekniset vaikeudet, kuten huonon lämpöstabiilisuuden, korkean sulaviskositeettin ja helpon hajoamisen. Rakennusteollisuudessa PVC-ruiskuvalukoneilla valmistetuilla putkenosilla, liitoksilla sekä ovi- ja ikkunatarvikkeilla on erinomainen säänkestävyys ja kemiallinen stabiilisuus; lääketieteen alalla tuotteet, kuten infuusiopussit ja PVC-ruiskuvalulla valetut katetrit, täyttävät tiukat bioyhteensopivuusvaatimukset.
Teollisuusketjun näkökulmasta PVC-ruiskuvalukoneet ovat raaka-aineiden ja päätesovellusten keskivälissä, ja niiden tekninen taso vaikuttaa suoraan lopputuotteen laatuun ja tuotantokustannuksiin. Pätevä PVC-ruiskuvalukone koostuu yleensä avainkomponenteista, kuten ruiskutusjärjestelmä, muotin kiinnitysjärjestelmä, hydraulijärjestelmä, ohjausjärjestelmä ja lämpötilan säätöjärjestelmä. Näiden järjestelmien koordinoitu työ varmistaa, että PVC-materiaalit voivat suorittaa muovausprosessin optimaalisissa olosuhteissa. Ympäristönsuojeluvaatimusten parantuessa ja lääketieteellisten tarpeiden kasvaessa PVC-ruiskuvalukoneet kehittyvät entistä tarkempaan, energiaa säästävään ja älykkäämpään suuntaan.
PVC-ruiskuvalukoneiden toimialakohtainen erityispiirre näkyy myös niiden sopeutumisessa materiaalikoostumuksiin. PVC muovina, jonka ominaisuuksia voidaan säätää lisäaineilla, jaetaan kahteen luokkaan: jäykkä PVC (RPVC) ja joustava PVC (FPVC). Jäykällä PVC:llä on korkea lujuus ja jäykkyys, ja sitä käytetään usein rakennusmateriaaleissa; kun taas joustava PVC muuttuu pehmeäksi ja joustavaksi pehmittimien lisäämisen ansiosta, ja se sopii tuotteisiin, kuten lääketieteellisiin putkiin. PVC-ruiskuvalukoneiden on kyettävä käsittelemään näitä kahta merkittävästi erilaista materiaalia, mikä edellyttää laitteilta laajempaa prosessiikkunaa ja joustavampia parametrien säätömahdollisuuksia. Samaan aikaan tiukentuvien ympäristömääräysten myötä lyijyttömien stabilointiaineiden ja uusien ympäristöystävällisten pehmittimien käyttö on asettanut uusia teknisiä vaatimuksia PVC-ruiskuvalukoneille.
Taloudellisten hyötyjen kannalta PVC-ruiskuvalukoneet tarjoavat valmistajille erittäin kilpailukykyisiä tuotantoratkaisuja. Verrattuna metallinkäsittelyyn tai muihin muovien muovausprosesseihin, PVC-ruiskuvalun etuna on lyhyt sykli, korkea materiaalin käyttö ja alhainen työvoiman kysyntä, mikä sopii erityisen hyvin laajamittaisten standardoitujen tuotteiden tuotantoon. Esimerkkinä rakennusteollisuuden PVC-putkiliittimistä keskikokoisen PVC-ruiskuvalukoneen päivittäinen tuotantokapasiteetti voi olla 5 000-8 000 kappaletta ja tuotteen painovirhe voidaan hallita ±0,5 %:n sisällä. Tällaista tarkkuutta ja tehokkuutta on vaikea saavuttaa muilla prosesseilla. Lisäksi PVC-ruiskuvalukoneilla on myös pitkä muotin käyttöikä (yleensä jopa 500 000 - 1 miljoonaa kertaa) ja suhteellisen alhainen energiankulutus (noin 40 % energiansäästö verrattuna metallin painevaluon), mikä alentaa entisestään tuotantokustannuksia.
Kun trendi "muovin korvaaminen teräksellä" kehittyy jatkuvasti, PVC-ruiskuvalukoneiden merkitys korostuu entisestään. Erityisesti kevyen painon, korroosionkestävyyden ja kustannusten hallinnan sovellusalueella PVC-ruiskuvalutuotteet korvaavat jatkuvasti perinteisiä materiaaleja. PVC-ruiskuvalukoneiden teknologinen innovaatio ja markkinoiden laajentaminen ovat avainlaitteita tämän muutoksen saavuttamiseksi.
2. PVC-ruiskuvalukoneiden toimintaperiaate ja prosessivirtaus
PVC-ruiskuvalukoneiden toimintaperiaate perustuu kestomuovien muovausominaisuuksiin. Säätämällä tarkasti parametreja, kuten lämpötilaa, painetta ja nopeutta, PVC-raaka-aineet muunnetaan halutun muotoisiksi tuotteiksi. Tämä prosessi yhdistää monialaisia teknologioita, kuten koneenrakennus, materiaalitiede ja automaattinen ohjaus muodostaen monimutkaisen ja tarkan käsittelyjärjestelmän. PVC-ruiskuvalukoneiden toimintaperiaatteen ymmärtäminen on ratkaisevan tärkeää tuotantoprosessien optimoinnissa ja tuotteiden laadun parantamisessa.
Järjestelmän koostumus ja toiminta
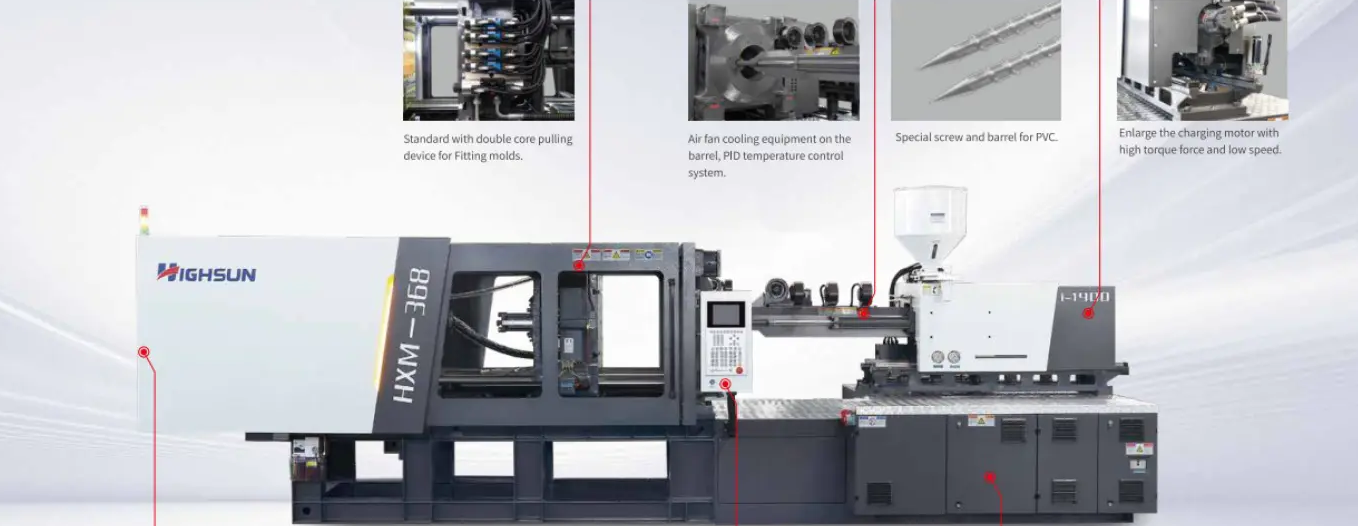
PVC-ruiskuvalukone koostuu pääasiassa viidestä järjestelmästä: ruiskutusjärjestelmä, kiinnitysjärjestelmä, hydraulijärjestelmä, ohjausjärjestelmä ja lämpötilan säätöjärjestelmä. Ruiskutusjärjestelmä vastaa PVC-materiaalien pehmityksestä ja ruiskuttamisesta. Se on laitteen ydinosa ja sisältää avainkomponentteja, kuten suppilon, tynnyrin, ruuvin ja suuttimen. Toisin kuin yleiset ruiskuvalukoneet, PVC-ruiskuvalukoneen ruuvilla on yleensä erityinen rakenne, jossa on pieni pituus-halkaisijasuhde (L/D) (yleensä välillä 18:1 - 22:1) ja alhainen puristussuhde (noin 1,8-2,5) leikkauslämmön vähentämiseksi lämpöherkkiin PVC-materiaaleihin. Kiinnitysjärjestelmä tarjoaa muotin avaus- ja sulkemisvoiman sekä puristusvoiman, jotta muotti ei työntyisi auki sulapaineen vaikutuksesta valuprosessin aikana. Sen rakenteellisia muotoja ovat kytkintyyppi, hydraulinen tyyppi ja sähköinen tyyppi. Hydraulijärjestelmä antaa tehoa koko koneelle ja ohjaa jokaisen toimilaitteen liikettä; ohjausjärjestelmä vastaa parametrien asettamisesta, ohjelman ohjauksesta ja prosessin valvonnasta; lämpötilan säätöjärjestelmä ylläpitää tynnyrin ja muotin tarkan lämpötilan, mikä on erityisen tärkeää lämpöherkille materiaaleille, kuten PVC:lle.
Työsyklianalyysi
PVC:n ruiskuvalu on syklinen prosessi, ja jokainen sykli sisältää sarjan säännöllisiä toimia. Alan standardien mukaan täydellinen työsykli sisältää seuraavat vaiheet: muotin sulkeminen → ruiskutus → paineenpito → jäähdytys → pehmitys → muotin avaaminen → tuotteiden irrotus.
Muotin sulkemisvaiheessa muotti suljetaan korkealla paineella ja puristusvoima lasketaan tuotteen projektioalueen ja ruiskutuspaineen perusteella, yleensä 30-80 MPa. Ruiskutusvaiheessa ruuvi liikkuu eteenpäin ruiskuttaakseen tynnyrin etupäässä olevan sulan PVC:n muottipesään korkealla paineella (yleensä 80-180 MPa) ja suurella nopeudella. Tämä prosessi kestää useita sekunteja, ja ruiskutusnopeutta voidaan säätää osissa sopeutuakseen monimutkaisiin tuoterakenteisiin. Tietyn paineen ylläpitäminen paineenpitovaiheessa jäähtymisen aiheuttaman kutistumisen vuoksi vähentyneen materiaalin täydentämiseksi on ratkaisevan tärkeää tuotteen mittatarkkuuden ja pintalaadun kannalta. Jäähdytysvaihe antaa tuotteen jähmettyä muotissa, ja aika riippuu seinämän paksuudesta ja jäähdytystehosta. Pehmitysvaiheessa ruuvi pyörii kuljettaakseen ja sulattaakseen uutta materiaalia eteenpäin valmistautuakseen seuraavaan sykliin, ja vetäytyy samalla asetettuun asentoon. Lopuksi muotti avautuu, ja poistomekanismi purkaa tuotteen muotista syklin loppuunsaattamiseksi.
Taulukko: Tyypilliset prosessiparametrialueet PVC-ruiskuvalulle
| Parametriluokka | Jäykkä PVC (RPVC) | Pehmeä PVC (FPVC) | Keskeinen vaikutus |
| Tynnyrin lämpötila (℃) | 160-190 | 150-180 | Sulan juoksevuus, lämpöhajoamisen riski |
| Muotin lämpötila (℃) | 30-50 | 20-40 | Jäähdytysnopeus, pinnan kiilto |
| Ruiskutuspaine (MPa) | 80-150 | 70-130 | Muotin täytön eheys, sisäinen jännitys |
| Pitopaine (MPa) | 40-80 | 30-60
| Kutistuminen, mittatarkkuus |
| Ruuvin nopeus (rpm) |
30-70 | 25-60
| Pehmityksen laatu, leikkauslämpö |
| Vastapaine (MPa) | 3-10 | 2-8 | Sulatiheys, pehmityksen tehokkuus |
- PVC-käsittelyn erityispiirteet
PVC-ruiskuvalulla on merkittäviä prosessieroja yleisiin muoveihin, kuten PP:hen ja PE:hen, verrattuna, mikä johtuu pääasiassa PVC:n materiaaliominaisuuksista. PVC:llä on huono lämmönkestävyys ja se hajoaa helposti vapauttaen kloorivetyä (HCl) korkeissa lämpötiloissa. Siksi prosessointilämpötilaikkuna on kapea, yleensä sitä säädellään alueella 150-190 °C, mikä on paljon alhaisempi kuin sen teoreettinen hajoamislämpötila (noin 210 °C). Vastatakseen tähän haasteeseen PVC-ruiskuvalukoneet on yleensä varustettu tarkemmilla lämpötilansäätöjärjestelmillä, joiden vyöhykkeen lämpötilan säätötarkkuus on jopa ±1 °C, ja erityisellä ruuvirakenteella leikkauskuumenemisen vähentämiseksi. Samanaikaisesti PVC-sulalla on korkea viskositeetti ja huonot virtausominaisuudet, mikä vaatii korkeampaa ruiskutuspainetta (yleensä 20-30% korkeampi kuin PP) muotin täyttämiseksi kokonaan. Lisäksi PVC-valmisteiden lisäaineet, kuten stabilointiaineet ja voiteluaineet, voivat muodostaa saostumia tynnyriin, joten PVC-ruiskuvalukoneet vaativat useammin puhdistusta ja huoltoa.
- Pehmityksen ja ruiskutuksen periaatteet
PVC:n pehmitysprosessi on monimutkainen fysikaalisen tilan muutosprosessi. Kun kiinteät PVC-hiukkaset saapuvat tynnyriin suppilosta, ne muuttuvat lasimaisesta tilasta, erittäin elastisesta tilasta viskoosiseen virtaustilaan kuumennettaessa ja leikattaessa. Ruuvin pyöriminen synnyttää vastusvirtauksen materiaalin kuljettamiseksi eteenpäin, kun taas leikkaustoiminta ja ulkoinen kuumennus sulattavat vähitellen PVC:tä. Koska PVC on polaarinen materiaali, sen sulamiskäyttäytyminen eroaa ei-polaaristen muovien, kuten PE:n, sulamiskäyttäytymisestä ja vaatii suurempaa energiankulutusta. Pehmityksen lopussa sula PVC kerääntyy ruuvin etupäähän työntäen ruuvin takaisin asetettuun asentoon. Ruiskutusvaiheessa ruuvi muutetaan männäksi ja sula ruiskutetaan muottipesään vakionopeudella tai segmentoidulla nopeudella hydraulisylinterin työntämisen alaisena. PVC-sulan virtauskäyttäytymiseen muotin ontelossa vaikuttavat muotin lämpötila, kanavan rakenne ja ruiskutusparametrit. Kohtuulliset prosessiasetukset voivat välttää vikoja, kuten ruiskutusjälkiä ja hitsauslinjoja.
- Prosessin ohjauksen pääkohdat
Onnistunut PVC-ruiskuvalu riippuu avainparametrien tarkasta hallinnasta. Lämpötilan säätö on ensisijainen tekijä. Tynnyri on yleensä jaettu 3-5 lämpötilavyöhykkeeseen. Lämpötilagradientti nousee syöttöaukosta suuttimeen, mutta maksimilämpötila ei ylitä 190°C hajoamisen estämiseksi. Ruiskutusnopeus vaikuttaa sulatäyttötapaan ja molekyylien orientaatioon. Paksuseinäiset tuotteet tulee täyttää alhaisella nopeudella jäännösjännityksen vähentämiseksi, kun taas ohutseinäiset osat vaativat nopean ruiskutuksen ennenaikaisen hyytymisen estämiseksi. Pitopaineen ja -ajan asetus vaikuttaa suoraan tuotteen kutistumisnopeuteen ja mittapysyvyyteen, ja se on optimoitava tuotteen rakenteen ja materiaaliominaisuuksien mukaan. Jäähdytysaika on 60-70 % koko syklistä. Jäähdytysvesikanavien suunnittelun optimointi voi parantaa tuotannon tehokkuutta. PVC-ruiskuvalukoneet käyttävät enimmäkseen suljetun silmukan ohjausjärjestelmiä valvomaan ja säätämään näitä parametreja reaaliajassa prosessin vakauden ja tuotteen johdonmukaisuuden varmistamiseksi.
PVC-ruiskuvalukoneiden toimintaperiaate ilmentää mekaanisen suunnittelun ja materiaalitieteen täydellisen yhdistelmän. Termodynaamisia ja reologisia prosesseja tarkasti ohjaamalla PVC-raaka-aineet muunnetaan muovituotteiksi, joilla on erilaisia toimintoja. Näiden periaatteiden hallinta on teoreettinen perusta tuotantoprosessien optimoinnille ja laatuongelmien ratkaisemiselle.
3. PVC-ruiskuvalukoneen laitteiden ominaisuudet ja tekniset edut
Erityisenä muovinkäsittelylaitteena PVC-ruiskuvalukoneella on sarja ainutlaatuisia malleja, jotka vastaavat materiaalin ominaisuuksia. Näiden ominaisuuksien ansiosta se voi osoittaa merkittäviä teknisiä etuja PVC-materiaaleja käsiteltäessä. Mekaanisesta rakenteesta ohjausjärjestelmään jokainen PVC-ruiskuvalukoneen linkki heijastaa huolellista suunnittelua PVC-käsittelyn erityistarpeisiin.
- Erityinen ruuvirakenne
PVC-ruiskuvalukoneen ydinominaisuus on sen erityinen ruuvirakenne. Tavallisiin ruiskupuristuskoneen ruuveihin verrattuna PVC-erikoisruuveilla on seuraavat ominaisuudet: pieni sivusuhde (L/D) (yleensä välillä 18:1 - 22:1), mikä vähentää materiaalin viipymisaikaa; alhainen puristussuhde (noin 1,8-2,5), sopii PVC-jauheelle tai helposti kokoonpuristuville hiukkasille; syvä ruuviura, joka vähentää leikkausnopeutta ja kitkalämmön muodostusta; sulkuosan tai sekoituspään lisääminen sulatteen tasaisuuden parantamiseksi. Tämä muotoilu ratkaisee tehokkaasti PVC:n huonon lämpöstabiilisuuden ongelman ja estää materiaalien ylikuumenemisen ja hajoamisen pehmityksen aikana. Ruuvimateriaali on yleensä valmistettu kaksinkertaisesta seosteräksestä tai pintakäsitelty erityisesti kulutuskestävyyden ja korroosionkestävyyden parantamiseksi PVC-käsittelyn aikana mahdollisesti syntyvän HCl-happokaasun kanssa. Lisäksi PVC-ruiskuvalukoneen ruuvin nopeusalue on suhteellisen kapea (yleensä 30-70 rpm), ja sitä voidaan ohjata tarkasti liian suuren nopeuden aiheuttaman liiallisen leikkauksen välttämiseksi.
- Lämpötilan säätöjärjestelmän optimointi






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288